

- 產品描述
- 產品參數
-
一.采用鑄鐵表面鍍陶瓷爐膽,可提高爐膽壽命
1、新型防腐鑄鐵錫爐
● 釆用了厚度為10mm壁厚的鑄鐵爐膽,大大的提高了錫爐在受熱情況下抵抗變形的能力。
● 鑄鐵里面含有大量的石墨,它對于釬料幾乎不產生潤濕現象,故對爐膽的腐蝕行為很小,為了更有效的提高爐膽的耐腐蝕性能及表面光滑度,在鑄鐵表面進行陶瓷工藝處理,更有效的提高了使用壽命。
二.采用新流道、新噴口等降低氧化量的裝置,有效降低客戶運行成本
1、降低氧化渣裝置
● 無鉛波峰鉛料氧化渣形成特點及其改善的工藝措施。
● 影響氧化量的因素:影響焊錫氧化因素是多方面引起的,有些是無法控制的,如焊錫的工作溫度是一定的;有些因素是完全可以利用機械原理加以控制,如:波峰的流速、落差、橫截面、助焊劑的噴涂量等等,可以總結為以下計算公式:
氧化量=f(落差、接觸面積,流速系數,溫度系數)
變量:落差、流速、接觸面積
定量:焊錫溫度
2、降氧化裝置具體措施:
●降低氧化裝置就是要有效控制波峰的流動速度,降低落差,減少接觸面積,縮短運動路徑,有效消除"豆腐渣"現象產生;采用動態旋轉部分與氧氣隔離,杜絕黑色氧化物的產生。
●根據PCB的寬度調節噴口的寬度,從而有效降低焊錫氧化。
三.采用新型葉輪及流道設計,提高波峰平穩性
1、軟件系統人性化設計
●良好人機圖標演示界面,可方便操作。
●附加了焊接缺陷診斷幫助文檔及常見設備故障診斷及維修幫助文檔,降低客戶培訓成本。
●新增SPC查詢功能,對生產過程進行有效管控,能夠更好的保證設備的性能穩定性。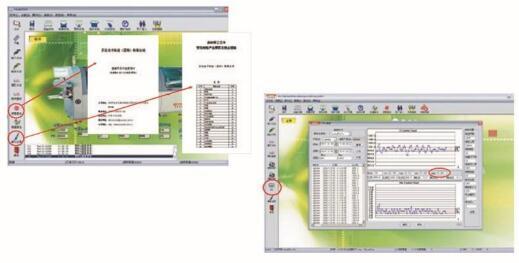
2、混合預熱的優勢
●波峰焊紅外預熱提升溫度快,熱風預熱提升溫度均勻性。
●采用紅外和熱風混合預熱既能快速提升溫度又能增加溫度均勻性。
●混合預熱特別適合水溶性助焊劑。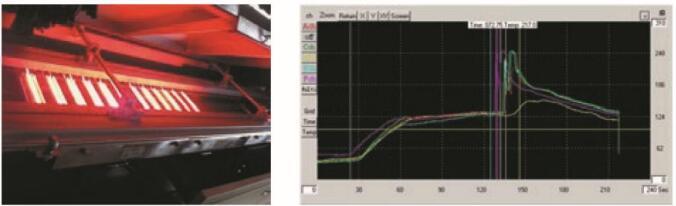
3、內置局部選擇噴霧裝置
●是步進電機通過同步帶及滾珠絲桿,直線導軌等作X和丫方向的運動來實現局部選擇噴涂助焊劑。
●精選噴嘴可實現點噴、直線噴和矩形噴。
●釆用PC+運動板卡控制,響應速度快,精度高,可編程,界面可操作性強。
●適用于噴涂面積占總面積50%以下的情況,節約助焊劑在50%以上。
4、錫爐區局部充氮裝置
●波峰焊錫爐區局部充氮裝置,能用少的氮氣量在PCB下方元件腳和錫爐噴口波峰周圍得到高濃度的氮氣。
●采用特制不銹鋼納米微孔管,氮氣彌散型充盈,均勻,濃度高。
●3路流量計控制3路氮氣管。消耗氮氣15m3/h左右,噴口流動的焊錫附近氧氣濃度1000PPM左右。
●提高焊接品質,減少焊錫氧化量;不提供在線檢測氧氣濃度。
聯系我們
電話:18915611993
聯系人:鄧星星
郵箱:dxx@starsea-sz.com
地址:常熟市東南街道銀環路26號